1 故障現(xiàn)象
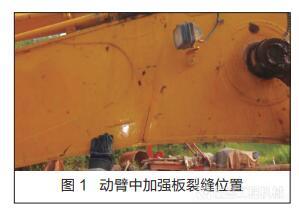
近期投放市場的某挖掘機(jī)工作500h 后,,客戶反饋其動臂中加強(qiáng)板焊縫出現(xiàn)開裂故障,,裂紋走向為中加強(qiáng)板與中側(cè)板對接焊縫邊緣,,裂紋整齊,、筆直,如圖 1 所示,。該客戶還反饋出現(xiàn)裂紋后繼續(xù)使用該動臂,,裂紋未發(fā)生進(jìn)一步擴(kuò)展。
2 故障排查
2.1 產(chǎn)品調(diào)研
該型挖掘機(jī)動臂的對標(biāo)產(chǎn)品為某日資和某國產(chǎn)的兩款行業(yè)標(biāo)桿品牌,。挖掘機(jī)行業(yè)主要整機(jī)制造廠同噸位機(jī)型挖掘機(jī)均以該型日資品牌為對標(biāo)機(jī)型,,行業(yè)對該日資品牌產(chǎn)品的研究較為深入,產(chǎn)品質(zhì)量得到市場的充分認(rèn)可,。根據(jù)市場調(diào)研獲知,,這兩款行業(yè)標(biāo)桿品牌的動臂市場表現(xiàn)極為優(yōu)異,客戶認(rèn)可度較高,。以上調(diào)研結(jié)果說明,,該款動臂結(jié)構(gòu)可滿足質(zhì)量要求。
2.2 有限元分析
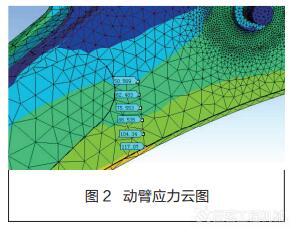
選取動臂最大受力工況,,對動臂開裂部位進(jìn)行有限元分析,,其應(yīng)力云圖如圖 2 所示。從圖 2 可知,,應(yīng)力分布自下而上逐漸變小,,最大應(yīng)力為 117MPa,遠(yuǎn)小于動臂 Q345C 材料 345MPa 許用應(yīng)力,。經(jīng)計算,,動臂安全系數(shù)為 2.9,遠(yuǎn)高于動臂 1.5 ~ 1.8 的理論安全系數(shù),,且動臂開裂部位最大應(yīng)力區(qū)位于中加強(qiáng)板對接焊縫下半部,,由此判斷該動臂的
設(shè)計理論上滿足要求。
2.3 現(xiàn)場調(diào)查
為 排 查 故 障 原 因,, 質(zhì) 量,、 技 術(shù)以及制作方共同參與了該機(jī)調(diào)查。從現(xiàn) 場 調(diào) 查 得 知,, 該 故 障 動 臂 總 計 工作 2969.3h,, 發(fā) 生 開 裂 時 間 為 工 作 到527.7h。現(xiàn)場檢查發(fā)現(xiàn)該動臂共 2 處發(fā)生開裂,,1 處位于動臂左側(cè)中加強(qiáng)板焊縫下部(見圖 1),,另 1 處位于動臂右側(cè)中加強(qiáng)板焊縫中部,,如圖 3 所示。

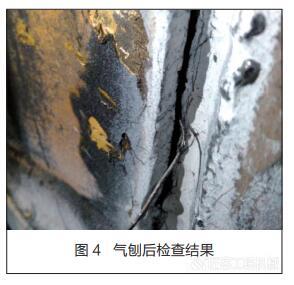
現(xiàn)場調(diào)查人員對裂縫的具體位置,、深度以及中加強(qiáng)板拼裝情況進(jìn)行了詳細(xì)的核查,,初步確認(rèn)兩側(cè)中加強(qiáng)板焊縫開裂,裂縫均發(fā)生于中加強(qiáng)板焊縫熔接處,,裂縫深度為中加強(qiáng)板厚度,,該動臂內(nèi)部前側(cè)板與中側(cè)板的對接焊縫并未開裂。但是發(fā)現(xiàn)中加強(qiáng)板焊縫接近前側(cè)板與中側(cè)板的對接焊縫,,未按圖紙要求留出 5mm 焊接空間,;中加強(qiáng)板與前側(cè)板未完全貼合,實際拼裝間隙為 1.2 ~2mm,,如圖 4 所示,。
根據(jù)檢查結(jié)果,初步判定故障原因有以下 2 點:一是焊縫與中加強(qiáng)板熔合不良,;二是中加強(qiáng)板與前側(cè)板拼裝間隙過大,,造成中加強(qiáng)板失去作用,導(dǎo)致中加強(qiáng)板焊縫因受力過大而開裂,。
3 改進(jìn)措施
根據(jù)故障原因,,為加強(qiáng)該型挖掘機(jī)動臂中加強(qiáng)板焊接質(zhì)量控制,,現(xiàn)場調(diào)查人員提出了改進(jìn)焊接工藝的 5 項具體要求:
一是嚴(yán)格控制中加強(qiáng)板與前側(cè)板的貼合間隙,,拼裝前務(wù)必檢查中加強(qiáng)板平整度是否滿足
工藝要求,盡可能保證焊縫區(qū)域完全貼合,,最大貼合間隙不得超過 0.5mm,,否則該加強(qiáng)板將無任何加強(qiáng)作用,且極易開裂,。
二是須先將前,、中、后 3 塊側(cè)板完全拼焊后,,再拼裝中加強(qiáng)板,,拼裝中加強(qiáng)板的焊縫必須與前側(cè)板和中側(cè)板的對接焊縫錯開 5mm,中加強(qiáng)板不得搭在焊縫上進(jìn)行焊接,,以保證焊縫與中加強(qiáng)板充分熔合,,同時控制焊接缺陷。
三是焊接中加強(qiáng)板之前,,須對中側(cè)板附近的焊縫進(jìn)行打磨處理,,去除焊縫表面氧化皮、
飛濺等雜質(zhì),。
四是焊接時采用合理的焊接工序,,減小焊接變形對焊縫的不良影響,,降低焊縫殘余應(yīng)力。
五是焊后須對中加強(qiáng)板焊縫進(jìn)行嚴(yán)格的超聲波質(zhì)量檢查,,焊縫不符合要求必須氣刨后重
新焊接,,直至滿足焊縫設(shè)計要求為止。
4 改進(jìn)效果
嚴(yán)格執(zhí)行改進(jìn)措施后,,該機(jī)型挖掘機(jī)動臂的焊縫質(zhì)量及焊接可靠性得到大幅提升,。截止
目前為止,按照改進(jìn)后的工藝要求生產(chǎn)的該型挖掘機(jī)動臂無故障時間已達(dá) 7459h,,客戶的認(rèn)可度極高,,由此說明此次質(zhì)量控制和工藝改進(jìn)取得了顯著效果。
作者:吳洋 孫中林 仇維蓉
來源:《工程機(jī)械與維修》2018年11期
 工程機(jī)械與維修
工程機(jī)械與維修 今日工程機(jī)械
今日工程機(jī)械
修機(jī) | 挖掘機(jī)動臂加強(qiáng)板焊縫開裂的原因 和改進(jìn)措施
匠客工程機(jī)械 評論(0)
來源:匠客工程機(jī)械
1 故障現(xiàn)象
近期投放市場的某挖掘機(jī)工作500h 后,,客戶反饋其動臂中加強(qiáng)板焊縫出現(xiàn)開裂故障,,裂紋走向為中加強(qiáng)板與中側(cè)板對接焊縫邊緣,,裂紋整齊,、筆直,如圖 1 所示,。該客戶還反饋出現(xiàn)裂紋后繼續(xù)使用該動臂,,裂紋未發(fā)生進(jìn)一步擴(kuò)展。
2 故障排查
2.1 產(chǎn)品調(diào)研
該型挖掘機(jī)動臂的對標(biāo)產(chǎn)品為某日資和某國產(chǎn)的兩款行業(yè)標(biāo)桿品牌,。挖掘機(jī)行業(yè)主要整機(jī)制造廠同噸位機(jī)型挖掘機(jī)均以該型日資品牌為對標(biāo)機(jī)型,,行業(yè)對該日資品牌產(chǎn)品的研究較為深入,產(chǎn)品質(zhì)量得到市場的充分認(rèn)可,。根據(jù)市場調(diào)研獲知,,這兩款行業(yè)標(biāo)桿品牌的動臂市場表現(xiàn)極為優(yōu)異,客戶認(rèn)可度較高,。以上調(diào)研結(jié)果說明,,該款動臂結(jié)構(gòu)可滿足質(zhì)量要求。
2.2 有限元分析
選取動臂最大受力工況,,對動臂開裂部位進(jìn)行有限元分析,,其應(yīng)力云圖如圖 2 所示。從圖 2 可知,,應(yīng)力分布自下而上逐漸變小,,最大應(yīng)力為 117MPa,遠(yuǎn)小于動臂 Q345C 材料 345MPa 許用應(yīng)力,。經(jīng)計算,,動臂安全系數(shù)為 2.9,遠(yuǎn)高于動臂 1.5 ~ 1.8 的理論安全系數(shù),,且動臂開裂部位最大應(yīng)力區(qū)位于中加強(qiáng)板對接焊縫下半部,,由此判斷該動臂的
設(shè)計理論上滿足要求。
2.3 現(xiàn)場調(diào)查
為 排 查 故 障 原 因,, 質(zhì) 量,、 技 術(shù)以及制作方共同參與了該機(jī)調(diào)查。從現(xiàn) 場 調(diào) 查 得 知,, 該 故 障 動 臂 總 計 工作 2969.3h,, 發(fā) 生 開 裂 時 間 為 工 作 到527.7h。現(xiàn)場檢查發(fā)現(xiàn)該動臂共 2 處發(fā)生開裂,,1 處位于動臂左側(cè)中加強(qiáng)板焊縫下部(見圖 1),,另 1 處位于動臂右側(cè)中加強(qiáng)板焊縫中部,,如圖 3 所示。
現(xiàn)場調(diào)查人員對裂縫的具體位置,、深度以及中加強(qiáng)板拼裝情況進(jìn)行了詳細(xì)的核查,,初步確認(rèn)兩側(cè)中加強(qiáng)板焊縫開裂,裂縫均發(fā)生于中加強(qiáng)板焊縫熔接處,,裂縫深度為中加強(qiáng)板厚度,,該動臂內(nèi)部前側(cè)板與中側(cè)板的對接焊縫并未開裂。但是發(fā)現(xiàn)中加強(qiáng)板焊縫接近前側(cè)板與中側(cè)板的對接焊縫,,未按圖紙要求留出 5mm 焊接空間,;中加強(qiáng)板與前側(cè)板未完全貼合,實際拼裝間隙為 1.2 ~2mm,,如圖 4 所示,。
根據(jù)檢查結(jié)果,初步判定故障原因有以下 2 點:一是焊縫與中加強(qiáng)板熔合不良,;二是中加強(qiáng)板與前側(cè)板拼裝間隙過大,,造成中加強(qiáng)板失去作用,導(dǎo)致中加強(qiáng)板焊縫因受力過大而開裂,。
3 改進(jìn)措施
根據(jù)故障原因,,為加強(qiáng)該型挖掘機(jī)動臂中加強(qiáng)板焊接質(zhì)量控制,,現(xiàn)場調(diào)查人員提出了改進(jìn)焊接工藝的 5 項具體要求:
一是嚴(yán)格控制中加強(qiáng)板與前側(cè)板的貼合間隙,,拼裝前務(wù)必檢查中加強(qiáng)板平整度是否滿足
工藝要求,盡可能保證焊縫區(qū)域完全貼合,,最大貼合間隙不得超過 0.5mm,,否則該加強(qiáng)板將無任何加強(qiáng)作用,且極易開裂,。
二是須先將前,、中、后 3 塊側(cè)板完全拼焊后,,再拼裝中加強(qiáng)板,,拼裝中加強(qiáng)板的焊縫必須與前側(cè)板和中側(cè)板的對接焊縫錯開 5mm,中加強(qiáng)板不得搭在焊縫上進(jìn)行焊接,,以保證焊縫與中加強(qiáng)板充分熔合,,同時控制焊接缺陷。
三是焊接中加強(qiáng)板之前,,須對中側(cè)板附近的焊縫進(jìn)行打磨處理,,去除焊縫表面氧化皮、
飛濺等雜質(zhì),。
四是焊接時采用合理的焊接工序,,減小焊接變形對焊縫的不良影響,,降低焊縫殘余應(yīng)力。
五是焊后須對中加強(qiáng)板焊縫進(jìn)行嚴(yán)格的超聲波質(zhì)量檢查,,焊縫不符合要求必須氣刨后重
新焊接,,直至滿足焊縫設(shè)計要求為止。
4 改進(jìn)效果
嚴(yán)格執(zhí)行改進(jìn)措施后,,該機(jī)型挖掘機(jī)動臂的焊縫質(zhì)量及焊接可靠性得到大幅提升,。截止
目前為止,按照改進(jìn)后的工藝要求生產(chǎn)的該型挖掘機(jī)動臂無故障時間已達(dá) 7459h,,客戶的認(rèn)可度極高,,由此說明此次質(zhì)量控制和工藝改進(jìn)取得了顯著效果。
作者:吳洋 孫中林 仇維蓉
來源:《工程機(jī)械與維修》2018年11期
敬請關(guān)注 《工程機(jī)械與維修》&《今日工程機(jī)械》 官方微信
更多精彩內(nèi)容,,請關(guān)注《工程機(jī)械與維修》與《今日工程機(jī)械》官方微信