1 故障現(xiàn)象
某型挖掘機(jī)投放市場一段時(shí)間后,部分挖掘機(jī)燃油箱安裝座端部出現(xiàn)焊縫開裂故障,,造成燃油箱底部鋼板出現(xiàn)裂縫,,導(dǎo)致燃油箱漏油。燃油箱底部鋼板開裂位置如圖 1 所示,。

2 故障排查
燃油箱底座焊縫開裂造成燃油箱底部鋼板開裂并漏油,,主要有以下 2 方面原因:一是燃油箱底座焊縫存在焊接質(zhì)量問題,二是燃油箱底座結(jié)構(gòu)不合理,。為此我們進(jìn)行了以下排查,。
2.1 檢查燃油箱底座焊縫質(zhì)量
燃油箱底座由厚度為 4.5mm 的 Q235B 鋼板折彎成槽形,再將兩邊采用斷續(xù)焊的方法焊接在燃油箱底部,,焊縫為角焊縫,,焊腳尺寸為4mm。為了判斷焊接質(zhì)量是否符合技術(shù)要求,,我們分別對(duì)開裂位置的焊縫進(jìn)行超聲波探傷和斷面剖切檢查,,經(jīng)過探傷和檢查焊縫質(zhì)量良好,不存在焊接缺陷,。
2.2 檢查燃油箱底座受力情況
我們應(yīng)用 ANSYS 仿真軟件,,對(duì)挖掘機(jī)工作時(shí)燃油箱底座受力情況進(jìn)行分析。分析結(jié)果顯示,,挖掘機(jī)在進(jìn)行挖掘時(shí)燃油箱底座僅受到壓力,,焊縫受力較小。挖掘機(jī)在進(jìn)行回轉(zhuǎn)時(shí)燃油箱底座受到較大的橫向載荷,焊縫受力較大,。尤其是燃油箱加滿燃油,、挖掘機(jī)做連續(xù)回轉(zhuǎn)動(dòng)作時(shí),燃油箱與底座的焊縫會(huì)受到很大的橫向沖擊力及拉應(yīng)力,。
燃油箱通過底座固定在挖掘機(jī)回轉(zhuǎn)平臺(tái)上,,在挖掘機(jī)進(jìn)行回轉(zhuǎn)時(shí),燃油箱和燃油產(chǎn)生的離心力以及燃油箱內(nèi)部燃油晃動(dòng)時(shí)的沖擊力,,都集中到底座上,,使燃油箱底座焊縫受力較大。特別是挖掘機(jī)做回轉(zhuǎn)動(dòng)作的啟動(dòng)和停止瞬間,,底座焊縫承受的沖擊力更大,。通過仿真分析發(fā)現(xiàn),燃油箱底座受到的沖擊力并不是均勻分布到底座上,,而從底座中間至兩端逐漸增大,,最大的受力位置集中于底座的兩端,造成底座兩端的焊縫出現(xiàn)應(yīng)力集中,,挖掘機(jī)長工作時(shí)間較長后就會(huì)導(dǎo)致其焊縫開裂,。
如果燃油箱底座焊縫開裂初期不能及時(shí)發(fā)現(xiàn),隨著焊縫開裂的延伸,,會(huì)造成燃油箱底板母材出現(xiàn)裂縫,,從而導(dǎo)致燃油的泄漏。由此可見,,造成燃油箱漏油主要原因是燃油箱底座結(jié)構(gòu)設(shè)計(jì)不合理,,使其端部位置出現(xiàn)應(yīng)力集中,從而引發(fā)該故障,。
3 燃油箱修復(fù)方法
查明故障原因后,,我們迅速對(duì)所有已銷售該型挖掘機(jī)的燃油箱進(jìn)行了檢查,并對(duì)出現(xiàn)裂縫的燃油箱進(jìn)行了修復(fù),,具體修復(fù)方法如下所述,。
3.1 修復(fù)裂縫
首先將燃油箱底座切割下來,找到燃油箱箱體發(fā)生裂縫的位置,,某個(gè)燃油箱底板裂縫如圖 2 所示,。

修復(fù)燃油箱底部裂縫的方法如下:
先使用磨光機(jī)沿裂縫磨出溝槽,再用焊機(jī)將溝槽填平,,最后將焊縫打磨平整,。由于燃油箱箱體板厚為 4.5mm,所磨溝槽過深容易切透,,過淺焊接不夠牢固,,所以磨削深度以3mm 為宜,。
3.2 增加 U 形板
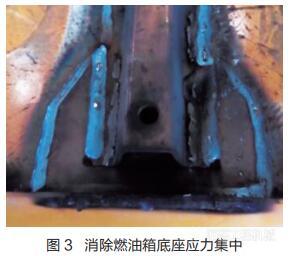
為了解決燃油箱底座端部焊縫應(yīng)力集中問題,我們?cè)谌加拖涞鬃瞬垦a(bǔ)焊 1 塊 U 形板,,U 形板周圈焊接在燃油箱底板上,,使燃油箱底座的受力由 2 個(gè)端部,轉(zhuǎn)變?yōu)榫鶆蚍植嫉饺加拖涞装迳?,達(dá)到增加受力面積的效果。為了消除焊接收弧時(shí)造成的應(yīng)力集中,,燃油箱底座端部預(yù)留 5mm 不予焊接,。消除燃油箱底座應(yīng)力集中的方法如圖 3 所示。
4 燃油箱底座改進(jìn)方法
4.1 改進(jìn)結(jié)構(gòu)
為了避免以后制作的燃油箱底座再次出現(xiàn)開裂故障,,需從減小應(yīng)力集中入手改進(jìn)其結(jié)構(gòu),。為此,我們將燃油箱底座改進(jìn)為模具模壓成型的凹槽結(jié)構(gòu),,這樣就可以保證底座四周均可以焊接,,以增加焊縫長度,減小焊縫受力,,且能保證各條焊縫受力均勻,,由此避免了底座端部焊縫出現(xiàn)應(yīng)力集中問題。
4.2 重新設(shè)計(jì)焊縫
為了加強(qiáng)燃油箱底座焊縫受力能力,,我們根據(jù)燃油箱箱體尺寸重新設(shè)計(jì)焊縫,,使底座兩端焊縫與燃油箱箱體側(cè)面的焊縫連成一體,這樣不僅可以有效消除焊縫應(yīng)力集中,,而且在挖掘機(jī)回轉(zhuǎn)時(shí)可使底座的受力均勻地傳遞到燃油箱側(cè)面,。改進(jìn)后的燃油箱底座結(jié)構(gòu)及焊接方法如圖 4 所示。

5 改進(jìn)效果
上述燃油箱修復(fù)方法和新燃油箱底座改進(jìn)方法實(shí)施后生產(chǎn)的該型號(hào)挖掘機(jī),,已有 1000 多臺(tái)的市場保有量,,這些挖掘機(jī)有的工作時(shí)間已超過 8000h,再?zèng)]有出現(xiàn)過燃油箱底座開裂,、燃油箱漏油問題,。
作者:朱東烈 魏敬成 王成
來源:《工程機(jī)械與維修》2018年第4期
 工程機(jī)械與維修
工程機(jī)械與維修 今日工程機(jī)械
今日工程機(jī)械
修機(jī)|某型挖掘機(jī)燃油箱底座的結(jié)構(gòu)改進(jìn)
匠客工程機(jī)械 評(píng)論(0)
來源:匠客工程機(jī)械
1 故障現(xiàn)象
某型挖掘機(jī)投放市場一段時(shí)間后,部分挖掘機(jī)燃油箱安裝座端部出現(xiàn)焊縫開裂故障,,造成燃油箱底部鋼板出現(xiàn)裂縫,,導(dǎo)致燃油箱漏油。燃油箱底部鋼板開裂位置如圖 1 所示,。
2 故障排查
燃油箱底座焊縫開裂造成燃油箱底部鋼板開裂并漏油,,主要有以下 2 方面原因:一是燃油箱底座焊縫存在焊接質(zhì)量問題,二是燃油箱底座結(jié)構(gòu)不合理,。為此我們進(jìn)行了以下排查,。
2.1 檢查燃油箱底座焊縫質(zhì)量
燃油箱底座由厚度為 4.5mm 的 Q235B 鋼板折彎成槽形,再將兩邊采用斷續(xù)焊的方法焊接在燃油箱底部,,焊縫為角焊縫,,焊腳尺寸為4mm。為了判斷焊接質(zhì)量是否符合技術(shù)要求,,我們分別對(duì)開裂位置的焊縫進(jìn)行超聲波探傷和斷面剖切檢查,,經(jīng)過探傷和檢查焊縫質(zhì)量良好,不存在焊接缺陷,。
2.2 檢查燃油箱底座受力情況
我們應(yīng)用 ANSYS 仿真軟件,,對(duì)挖掘機(jī)工作時(shí)燃油箱底座受力情況進(jìn)行分析。分析結(jié)果顯示,,挖掘機(jī)在進(jìn)行挖掘時(shí)燃油箱底座僅受到壓力,,焊縫受力較小。挖掘機(jī)在進(jìn)行回轉(zhuǎn)時(shí)燃油箱底座受到較大的橫向載荷,焊縫受力較大,。尤其是燃油箱加滿燃油,、挖掘機(jī)做連續(xù)回轉(zhuǎn)動(dòng)作時(shí),燃油箱與底座的焊縫會(huì)受到很大的橫向沖擊力及拉應(yīng)力,。
燃油箱通過底座固定在挖掘機(jī)回轉(zhuǎn)平臺(tái)上,,在挖掘機(jī)進(jìn)行回轉(zhuǎn)時(shí),燃油箱和燃油產(chǎn)生的離心力以及燃油箱內(nèi)部燃油晃動(dòng)時(shí)的沖擊力,,都集中到底座上,,使燃油箱底座焊縫受力較大。特別是挖掘機(jī)做回轉(zhuǎn)動(dòng)作的啟動(dòng)和停止瞬間,,底座焊縫承受的沖擊力更大,。通過仿真分析發(fā)現(xiàn),燃油箱底座受到的沖擊力并不是均勻分布到底座上,,而從底座中間至兩端逐漸增大,,最大的受力位置集中于底座的兩端,造成底座兩端的焊縫出現(xiàn)應(yīng)力集中,,挖掘機(jī)長工作時(shí)間較長后就會(huì)導(dǎo)致其焊縫開裂,。
如果燃油箱底座焊縫開裂初期不能及時(shí)發(fā)現(xiàn),隨著焊縫開裂的延伸,,會(huì)造成燃油箱底板母材出現(xiàn)裂縫,,從而導(dǎo)致燃油的泄漏。由此可見,,造成燃油箱漏油主要原因是燃油箱底座結(jié)構(gòu)設(shè)計(jì)不合理,,使其端部位置出現(xiàn)應(yīng)力集中,從而引發(fā)該故障,。
3 燃油箱修復(fù)方法
查明故障原因后,,我們迅速對(duì)所有已銷售該型挖掘機(jī)的燃油箱進(jìn)行了檢查,并對(duì)出現(xiàn)裂縫的燃油箱進(jìn)行了修復(fù),,具體修復(fù)方法如下所述,。
3.1 修復(fù)裂縫
首先將燃油箱底座切割下來,找到燃油箱箱體發(fā)生裂縫的位置,,某個(gè)燃油箱底板裂縫如圖 2 所示,。
修復(fù)燃油箱底部裂縫的方法如下:
先使用磨光機(jī)沿裂縫磨出溝槽,再用焊機(jī)將溝槽填平,,最后將焊縫打磨平整,。由于燃油箱箱體板厚為 4.5mm,所磨溝槽過深容易切透,,過淺焊接不夠牢固,,所以磨削深度以3mm 為宜,。
3.2 增加 U 形板
為了解決燃油箱底座端部焊縫應(yīng)力集中問題,我們?cè)谌加拖涞鬃瞬垦a(bǔ)焊 1 塊 U 形板,,U 形板周圈焊接在燃油箱底板上,,使燃油箱底座的受力由 2 個(gè)端部,轉(zhuǎn)變?yōu)榫鶆蚍植嫉饺加拖涞装迳?,達(dá)到增加受力面積的效果。為了消除焊接收弧時(shí)造成的應(yīng)力集中,,燃油箱底座端部預(yù)留 5mm 不予焊接,。消除燃油箱底座應(yīng)力集中的方法如圖 3 所示。
4 燃油箱底座改進(jìn)方法
4.1 改進(jìn)結(jié)構(gòu)
為了避免以后制作的燃油箱底座再次出現(xiàn)開裂故障,,需從減小應(yīng)力集中入手改進(jìn)其結(jié)構(gòu),。為此,我們將燃油箱底座改進(jìn)為模具模壓成型的凹槽結(jié)構(gòu),,這樣就可以保證底座四周均可以焊接,,以增加焊縫長度,減小焊縫受力,,且能保證各條焊縫受力均勻,,由此避免了底座端部焊縫出現(xiàn)應(yīng)力集中問題。
4.2 重新設(shè)計(jì)焊縫
為了加強(qiáng)燃油箱底座焊縫受力能力,,我們根據(jù)燃油箱箱體尺寸重新設(shè)計(jì)焊縫,,使底座兩端焊縫與燃油箱箱體側(cè)面的焊縫連成一體,這樣不僅可以有效消除焊縫應(yīng)力集中,,而且在挖掘機(jī)回轉(zhuǎn)時(shí)可使底座的受力均勻地傳遞到燃油箱側(cè)面,。改進(jìn)后的燃油箱底座結(jié)構(gòu)及焊接方法如圖 4 所示。
5 改進(jìn)效果
上述燃油箱修復(fù)方法和新燃油箱底座改進(jìn)方法實(shí)施后生產(chǎn)的該型號(hào)挖掘機(jī),,已有 1000 多臺(tái)的市場保有量,,這些挖掘機(jī)有的工作時(shí)間已超過 8000h,再?zèng)]有出現(xiàn)過燃油箱底座開裂,、燃油箱漏油問題,。
作者:朱東烈 魏敬成 王成
來源:《工程機(jī)械與維修》2018年第4期
敬請(qǐng)關(guān)注 《工程機(jī)械與維修》&《今日工程機(jī)械》 官方微信
更多精彩內(nèi)容,請(qǐng)關(guān)注《工程機(jī)械與維修》與《今日工程機(jī)械》官方微信