載重質(zhì)量在 10t 以上的沃爾沃 220H,、卡特980L、小松 WA500-6 等大型裝載機具有裝載能力大,、生產(chǎn)效率高,、可靠性強、操作舒適等優(yōu)點,,在公路,、礦山、礦井,、港口等領(lǐng)域得到廣泛應(yīng)用,。
1 制動器工作原理
大型裝載機 4 個輪胎均配置了濕式多盤式制動器,在行駛過程中,,當(dāng)駕駛員踩下制動踏板時,,來自松緊調(diào)節(jié)器的制動壓力油推動制動活塞 4 向右移動,,使壓盤 8 壓緊制動摩擦片 7并產(chǎn)生摩擦力,該摩擦力使裝載機輪胎減速或停止轉(zhuǎn)動,,如圖 1a 所示,;當(dāng)駕駛員釋放制動踏板時,制動活塞 4 背側(cè)的壓力被釋放,,復(fù)位彈簧 2 的彈力使活塞向左移動,,壓盤 8 和制動摩擦片 7 之間釋放摩擦力,裝載機解除制動,,如圖 1b 所示,。

2 制動器修復(fù)原因
制動活塞及與其配合的制動缸隨著裝載機使用時間的延長及雜質(zhì)的混入,會造成不同程度的磨損,,導(dǎo)致制動性能下降,、制動距離延長、制動油泄漏,、制動時產(chǎn)生異響,,給裝載機行駛帶來安全隱患,此時需要對其進行修復(fù)或更換,。制動活塞及制動缸磨損情況如圖 2 所示,。

3 金屬修復(fù)劑修復(fù)工藝
為縮短維修周期、減少維修費用,、降低故障率,,本文介紹使用金屬修復(fù)劑對磨損的制動缸及制動活塞進行修復(fù)的工藝,如下所述,。
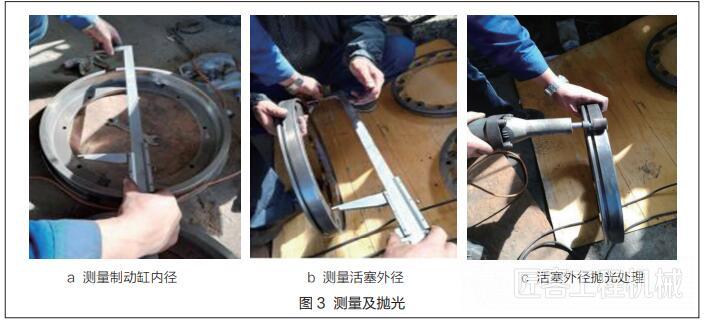
3.1 測量及拋光
對制動缸未磨損部位的內(nèi)徑及制動活塞外徑進行測量,,以保證修復(fù)后的配合間隙在合理的范圍內(nèi),如圖 3a 和圖 3b 所示,。以修復(fù)小松WA500-6 型裝載機輪邊制動器為例,,測量其制動缸未磨損部位的內(nèi)徑為 420.3mm,制動活塞外徑為 420.0mm,,得知制動缸與制動活塞的配合間隙為 0.3mm,。根據(jù)維修手冊提供的數(shù)據(jù),制動活塞與制動缸最大間隙為 0.5mm,,該制動活塞在可修復(fù)范圍之內(nèi),,因此我們對制動活塞進行了深度≤ 0.2mm 的拋光處理,如圖 3c 所示,。
3.2 打磨制動缸內(nèi)徑
活塞外徑拋光處理后,,活塞與制動缸的間隙接近或達到 0.5mm,若制動缸繼續(xù)采取拋光處理則會超過最大間隙尺寸,且會導(dǎo)致內(nèi)徑失圓,,無法達到預(yù)期效果,,因此需要使用金屬修復(fù)劑進行填充處理。
進行填充處理之前,,需先打磨制動缸內(nèi)徑,,以達到填充金屬修復(fù)劑的要求。填充金屬修復(fù)劑一般要求≥ 0.8mm 的填充厚度,,方可保證填充劑和原金屬得到有效結(jié)合,。本次處理深度為1mm,符合填充厚度要求,。
處理制動缸內(nèi)徑表面時,,要對其所有磨損及劃痕進行徹底處理,處理的深度應(yīng)大于磨損及劃痕深度,;處理的面積盡量整齊劃一,,防止金屬修復(fù)劑融合不充分,銜接面得不到有效補充,;處理時可使用銼刀對局部銜接面進行深度處理,。采取以上措施,可保證修復(fù)后的制動缸內(nèi)徑表面金屬與金屬修復(fù)劑之間無縫隙,,避免修復(fù)后出現(xiàn)制動油液滲漏現(xiàn)象。對制動缸內(nèi)徑進行深度處理情況如圖 4 所示,。

3.3 涂抹金屬修復(fù)劑
填充金屬修復(fù)劑之前,,需根據(jù)金屬修復(fù)劑使用說明要求的油水配比比例進行配制,完成配制后對制動缸內(nèi)徑打磨部位進行全方位涂抹,,涂抹后按照使用說明進行凝固,,在凝固過程中注意把握時間。金屬修復(fù)劑的凝固期一般需要48h,,但若完全凝固后,,其硬度會很高,會出現(xiàn)損壞車刀或無法加工現(xiàn)象,,從而導(dǎo)致修復(fù)的失敗,。根據(jù)經(jīng)驗,在涂抹金屬修復(fù)劑后凝固 10h左右進行加工,,此時金屬修復(fù)劑在合理的硬度范圍之內(nèi),,便于在車床上進行加工。
3.4 機加工和研磨
涂抹金屬修復(fù)劑后凝固 10h 后,,在車床上進行加工,,此時制動缸內(nèi)徑原金屬與金屬修復(fù)劑之間的結(jié)合處若有高度差,會導(dǎo)致制動油液泄漏,因此在車床上加工時應(yīng)盡量減少該高度差,。制動缸內(nèi)徑經(jīng)車床加工后,,需對該加工表面使用 100目砂布或細(xì)砂紙進行研磨,直至手感光滑為止,。原金屬表面與修復(fù)劑金屬表面會有色澤上的差別,,這不影響制動缸正常使用。
作者:金新成
來源:《工程機械與維修》2018年第4期
 工程機械與維修
工程機械與維修 今日工程機械
今日工程機械
修機|金屬修復(fù)劑在大噸位裝載機輪邊制動器維修中的應(yīng)用
匠客工程機械 評論(0)
來源:匠客工程機械
載重質(zhì)量在 10t 以上的沃爾沃 220H,、卡特980L、小松 WA500-6 等大型裝載機具有裝載能力大,、生產(chǎn)效率高,、可靠性強、操作舒適等優(yōu)點,,在公路,、礦山、礦井,、港口等領(lǐng)域得到廣泛應(yīng)用,。
1 制動器工作原理
大型裝載機 4 個輪胎均配置了濕式多盤式制動器,在行駛過程中,,當(dāng)駕駛員踩下制動踏板時,,來自松緊調(diào)節(jié)器的制動壓力油推動制動活塞 4 向右移動,,使壓盤 8 壓緊制動摩擦片 7并產(chǎn)生摩擦力,該摩擦力使裝載機輪胎減速或停止轉(zhuǎn)動,,如圖 1a 所示,;當(dāng)駕駛員釋放制動踏板時,制動活塞 4 背側(cè)的壓力被釋放,,復(fù)位彈簧 2 的彈力使活塞向左移動,,壓盤 8 和制動摩擦片 7 之間釋放摩擦力,裝載機解除制動,,如圖 1b 所示,。
2 制動器修復(fù)原因
制動活塞及與其配合的制動缸隨著裝載機使用時間的延長及雜質(zhì)的混入,會造成不同程度的磨損,,導(dǎo)致制動性能下降,、制動距離延長、制動油泄漏,、制動時產(chǎn)生異響,,給裝載機行駛帶來安全隱患,此時需要對其進行修復(fù)或更換,。制動活塞及制動缸磨損情況如圖 2 所示,。
3 金屬修復(fù)劑修復(fù)工藝
為縮短維修周期、減少維修費用,、降低故障率,,本文介紹使用金屬修復(fù)劑對磨損的制動缸及制動活塞進行修復(fù)的工藝,如下所述,。
3.1 測量及拋光
對制動缸未磨損部位的內(nèi)徑及制動活塞外徑進行測量,,以保證修復(fù)后的配合間隙在合理的范圍內(nèi),如圖 3a 和圖 3b 所示,。以修復(fù)小松WA500-6 型裝載機輪邊制動器為例,,測量其制動缸未磨損部位的內(nèi)徑為 420.3mm,制動活塞外徑為 420.0mm,,得知制動缸與制動活塞的配合間隙為 0.3mm,。根據(jù)維修手冊提供的數(shù)據(jù),制動活塞與制動缸最大間隙為 0.5mm,,該制動活塞在可修復(fù)范圍之內(nèi),,因此我們對制動活塞進行了深度≤ 0.2mm 的拋光處理,如圖 3c 所示,。
3.2 打磨制動缸內(nèi)徑
活塞外徑拋光處理后,,活塞與制動缸的間隙接近或達到 0.5mm,若制動缸繼續(xù)采取拋光處理則會超過最大間隙尺寸,且會導(dǎo)致內(nèi)徑失圓,,無法達到預(yù)期效果,,因此需要使用金屬修復(fù)劑進行填充處理。
進行填充處理之前,,需先打磨制動缸內(nèi)徑,,以達到填充金屬修復(fù)劑的要求。填充金屬修復(fù)劑一般要求≥ 0.8mm 的填充厚度,,方可保證填充劑和原金屬得到有效結(jié)合,。本次處理深度為1mm,符合填充厚度要求,。
處理制動缸內(nèi)徑表面時,,要對其所有磨損及劃痕進行徹底處理,處理的深度應(yīng)大于磨損及劃痕深度,;處理的面積盡量整齊劃一,,防止金屬修復(fù)劑融合不充分,銜接面得不到有效補充,;處理時可使用銼刀對局部銜接面進行深度處理,。采取以上措施,可保證修復(fù)后的制動缸內(nèi)徑表面金屬與金屬修復(fù)劑之間無縫隙,,避免修復(fù)后出現(xiàn)制動油液滲漏現(xiàn)象。對制動缸內(nèi)徑進行深度處理情況如圖 4 所示,。
3.3 涂抹金屬修復(fù)劑
填充金屬修復(fù)劑之前,,需根據(jù)金屬修復(fù)劑使用說明要求的油水配比比例進行配制,完成配制后對制動缸內(nèi)徑打磨部位進行全方位涂抹,,涂抹后按照使用說明進行凝固,,在凝固過程中注意把握時間。金屬修復(fù)劑的凝固期一般需要48h,,但若完全凝固后,,其硬度會很高,會出現(xiàn)損壞車刀或無法加工現(xiàn)象,,從而導(dǎo)致修復(fù)的失敗,。根據(jù)經(jīng)驗,在涂抹金屬修復(fù)劑后凝固 10h左右進行加工,,此時金屬修復(fù)劑在合理的硬度范圍之內(nèi),,便于在車床上進行加工。
3.4 機加工和研磨
涂抹金屬修復(fù)劑后凝固 10h 后,,在車床上進行加工,,此時制動缸內(nèi)徑原金屬與金屬修復(fù)劑之間的結(jié)合處若有高度差,會導(dǎo)致制動油液泄漏,因此在車床上加工時應(yīng)盡量減少該高度差,。制動缸內(nèi)徑經(jīng)車床加工后,,需對該加工表面使用 100目砂布或細(xì)砂紙進行研磨,直至手感光滑為止,。原金屬表面與修復(fù)劑金屬表面會有色澤上的差別,,這不影響制動缸正常使用。
作者:金新成
來源:《工程機械與維修》2018年第4期
敬請關(guān)注 《工程機械與維修》&《今日工程機械》 官方微信
更多精彩內(nèi)容,,請關(guān)注《工程機械與維修》與《今日工程機械》官方微信