表面粗糙度對(duì)大部分參與滑動(dòng)接觸的表面而言是非常重要的。因?yàn)槟p的原始速率及持續(xù)的性質(zhì)等因素高度依賴這一特性,。這些表面一般是承重面,,而且需標(biāo)識(shí)粗糙度以確保預(yù)計(jì)用途的適用性。
許多零部件需要具有特定的表面加工結(jié)果,,以便達(dá)成所要求的功能,。例如烤漆前的汽車車體或曲軸或凸輪軸上的頸軸承。

什么是表面粗糙度,?
表面粗糙度(Surface Roughness)就是我們?nèi)粘y(cè)量中所說(shuō)的面粗糙度,可以理解為在加工產(chǎn)品過(guò)程中細(xì)小間距和微小峰谷的不平整度,。
通常被定義為兩個(gè)波峰值或者兩個(gè)波谷指之間的微小距離(波距),,在一般情況下波距都在1mm以內(nèi)或者更小,也可定義為微觀輪廓的測(cè)量,,俗稱微觀誤差值,。
綜上所說(shuō),大家可能已經(jīng)有了一個(gè)關(guān)于粗糙度籠統(tǒng)的概念,,那么下記內(nèi)容是更詳細(xì)地進(jìn)行了分析,。
我們一般評(píng)價(jià)粗糙度會(huì)有基準(zhǔn)線,基準(zhǔn)線以上最高點(diǎn)我們叫波峰點(diǎn),,基準(zhǔn)線以下最低點(diǎn)叫波谷點(diǎn),,那么波峰和波谷之間的高度我們用Z來(lái)表示,加工產(chǎn)品的微觀紋理的間距我們用S來(lái)表示,。

通常情況下S值的大小在國(guó)家檢定標(biāo)準(zhǔn)里給了相關(guān)的定義:
S<1mm 定義為表面粗糙度
1≤S≤10mm 定義為表面波紋度
中國(guó)國(guó)家計(jì)量檢定標(biāo)準(zhǔn)中規(guī)定:通常情況下用VDA3400,、Ra、Rmax這三個(gè)參數(shù)來(lái)評(píng)價(jià)檢定表面粗糙度,,計(jì)量單位通常用μm表示,。
評(píng)價(jià)參數(shù)的關(guān)系
Ra定義為曲線平均算術(shù)偏差(平均粗糙度),Rz的定義為不平度平均高度,,Ry定義為最大高度,。微觀輪廓的最大高度差Ry在其他標(biāo)準(zhǔn)中也使用Rmax來(lái)表示。
Ra,、Rmax的具體關(guān)系還請(qǐng)參考下面的表格:
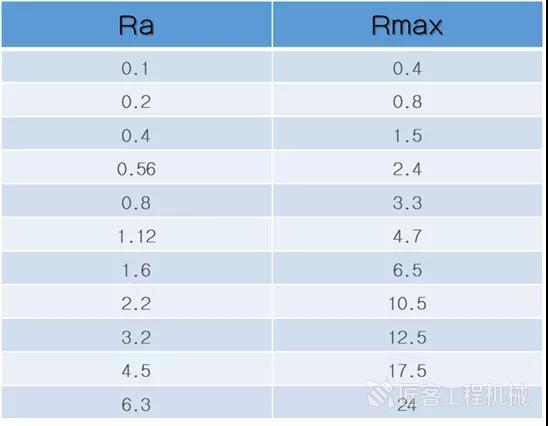
表:Ra,,Rmax參數(shù)對(duì)比(um)
表面粗糙度是如何形成的,?
表面粗糙度的形成是由工件的加工過(guò)程引起的。而加工的方法,、工件的材料,,工藝過(guò)程都是影像表面粗糙度的因素。
例如:放電加工時(shí)被加工零件表面出現(xiàn)放電凹凸點(diǎn),。
加工工藝和零件材質(zhì)有所不同,,被加工零件表面留下的微觀痕跡也有各種差別,比如(疏密,,深淺,,形狀變化等)。
表面粗糙度對(duì)工件的影響
工件的耐磨性
配合穩(wěn)定性
疲勞強(qiáng)度
耐腐蝕性
密封性
接觸剛度
測(cè)量精度
……
鍍涂層,、導(dǎo)熱性和接觸電阻,、反射能力和輻射性能、液體和氣體流動(dòng)的阻力,、導(dǎo)體表面電流的流通等都會(huì)有不同程度的影響,。

表面粗糙度的評(píng)價(jià)依據(jù)
① 取樣長(zhǎng)度
各參數(shù)的單位長(zhǎng)度,取樣長(zhǎng)度是評(píng)價(jià)表面粗糙度規(guī)定一段基準(zhǔn)線的長(zhǎng)度,。在ISO1997標(biāo)準(zhǔn)下一般使用0.08mm,0.25mm,0.8mm,2.5mm,8mm為基準(zhǔn)長(zhǎng)度,。
② 評(píng)價(jià)長(zhǎng)度
由N個(gè)基準(zhǔn)長(zhǎng)度所構(gòu)成。零部件表面各部分的表面粗糙度,,在一個(gè)基準(zhǔn)長(zhǎng)度上無(wú)法真實(shí)地體現(xiàn)出粗糙度真實(shí)參數(shù),,而是需要取N個(gè)取樣長(zhǎng)度來(lái)評(píng)定表面粗糙度。在ISO1997標(biāo)準(zhǔn)下評(píng)定長(zhǎng)度一般為N等于5,。
③ 基準(zhǔn)線
基準(zhǔn)線是評(píng)定粗糙度參數(shù)的輪廓中線,。一般有最小二乘法中線和輪廓算術(shù)平均中線。
【最小二乘法中線】是把測(cè)量過(guò)程中采集的點(diǎn)進(jìn)行最小二乘法計(jì)算,。
【輪廓算術(shù)平均中線】在取樣長(zhǎng)度內(nèi),,使中線上下兩部分輪廓的面積相等。
理論上最小二乘中線是理想的基準(zhǔn)線,,但在實(shí)際應(yīng)用中很難獲得,,因此一般用輪廓的算術(shù)平均中線代替,且測(cè)量時(shí)可用一根位置近似的直線進(jìn)行代替使用,。
表面粗糙度如何獲得,?
表面粗糙度的評(píng)價(jià)在制造業(yè)中越發(fā)被重視。要研究表面粗糙度,,需要使用專用的機(jī)器,,即:
表面粗糙度測(cè)量?jī)x

Formtracer Avant系列
表面粗糙度測(cè)量機(jī)是以安裝高敏感性金剛石測(cè)針劃過(guò)表面,就像是留聲機(jī)的拾音器一樣。再將大規(guī)模波紋以及輪廓的小波長(zhǎng)粗糙度從較長(zhǎng)波長(zhǎng)中分離出來(lái),,即測(cè)量?jī)x做電子過(guò)濾,。
*測(cè)針型粗糙度測(cè)量?jī)x特性的定義可參考ISO 3274:1996。
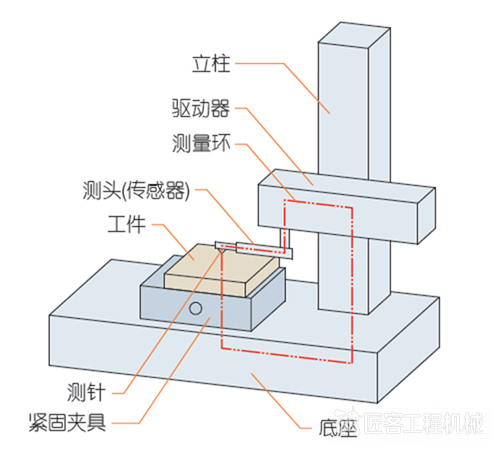
測(cè)針式表面粗糙度測(cè)量?jī)x的構(gòu)成示意圖:
大部分正確的,、完整的表面粗糙度測(cè)量法,,雖然都是使用專用的測(cè)量機(jī),但在有的情況下,,為了快捷且低成本操作也可以使用手持套裝工具測(cè)量,,如下圖:
粗糙度比較片是以鎳為基礎(chǔ),以電鑄方式制成的樣本,,用于金屬加工非常理想,,屬于非常有效的輔助工具。
操作者使用時(shí)只要以指甲在一組中的每一片表面都橫刮而過(guò),,尋找與被比較工件最接近的即可,。有人會(huì)將這些模型組作為查詢表,但是值得注意的是,,這并非材質(zhì)標(biāo)準(zhǔn),。
粗糙度測(cè)量機(jī)可以實(shí)現(xiàn)的功能不同,評(píng)價(jià)的方法不同,,成本也各有高低,。選型之前可以到專業(yè)的生產(chǎn)廠商進(jìn)行咨詢,根據(jù)所需選擇最適合的機(jī)型,。
 工程機(jī)械與維修
工程機(jī)械與維修 今日工程機(jī)械
今日工程機(jī)械
修機(jī) | 什么是表面粗糙度,,你真懂嗎,?
匠客工程機(jī)械 評(píng)論(0)
來(lái)源:匠客工程機(jī)械
表面粗糙度對(duì)大部分參與滑動(dòng)接觸的表面而言是非常重要的。因?yàn)槟p的原始速率及持續(xù)的性質(zhì)等因素高度依賴這一特性,。這些表面一般是承重面,,而且需標(biāo)識(shí)粗糙度以確保預(yù)計(jì)用途的適用性。
許多零部件需要具有特定的表面加工結(jié)果,,以便達(dá)成所要求的功能,。例如烤漆前的汽車車體或曲軸或凸輪軸上的頸軸承。
什么是表面粗糙度,?
表面粗糙度(Surface Roughness)就是我們?nèi)粘y(cè)量中所說(shuō)的面粗糙度,可以理解為在加工產(chǎn)品過(guò)程中細(xì)小間距和微小峰谷的不平整度,。
通常被定義為兩個(gè)波峰值或者兩個(gè)波谷指之間的微小距離(波距),,在一般情況下波距都在1mm以內(nèi)或者更小,也可定義為微觀輪廓的測(cè)量,,俗稱微觀誤差值,。
綜上所說(shuō),大家可能已經(jīng)有了一個(gè)關(guān)于粗糙度籠統(tǒng)的概念,,那么下記內(nèi)容是更詳細(xì)地進(jìn)行了分析,。
我們一般評(píng)價(jià)粗糙度會(huì)有基準(zhǔn)線,基準(zhǔn)線以上最高點(diǎn)我們叫波峰點(diǎn),,基準(zhǔn)線以下最低點(diǎn)叫波谷點(diǎn),,那么波峰和波谷之間的高度我們用Z來(lái)表示,加工產(chǎn)品的微觀紋理的間距我們用S來(lái)表示,。
通常情況下S值的大小在國(guó)家檢定標(biāo)準(zhǔn)里給了相關(guān)的定義:
S<1mm 定義為表面粗糙度
1≤S≤10mm 定義為表面波紋度
中國(guó)國(guó)家計(jì)量檢定標(biāo)準(zhǔn)中規(guī)定:通常情況下用VDA3400,、Ra、Rmax這三個(gè)參數(shù)來(lái)評(píng)價(jià)檢定表面粗糙度,,計(jì)量單位通常用μm表示,。
評(píng)價(jià)參數(shù)的關(guān)系
Ra定義為曲線平均算術(shù)偏差(平均粗糙度),Rz的定義為不平度平均高度,,Ry定義為最大高度,。微觀輪廓的最大高度差Ry在其他標(biāo)準(zhǔn)中也使用Rmax來(lái)表示。
Ra,、Rmax的具體關(guān)系還請(qǐng)參考下面的表格:
表:Ra,,Rmax參數(shù)對(duì)比(um)
表面粗糙度是如何形成的,?
表面粗糙度的形成是由工件的加工過(guò)程引起的。而加工的方法,、工件的材料,,工藝過(guò)程都是影像表面粗糙度的因素。
例如:放電加工時(shí)被加工零件表面出現(xiàn)放電凹凸點(diǎn),。
加工工藝和零件材質(zhì)有所不同,,被加工零件表面留下的微觀痕跡也有各種差別,比如(疏密,,深淺,,形狀變化等)。
表面粗糙度對(duì)工件的影響
工件的耐磨性
配合穩(wěn)定性
疲勞強(qiáng)度
耐腐蝕性
密封性
接觸剛度
測(cè)量精度
……
鍍涂層,、導(dǎo)熱性和接觸電阻,、反射能力和輻射性能、液體和氣體流動(dòng)的阻力,、導(dǎo)體表面電流的流通等都會(huì)有不同程度的影響,。
表面粗糙度的評(píng)價(jià)依據(jù)
① 取樣長(zhǎng)度
各參數(shù)的單位長(zhǎng)度,取樣長(zhǎng)度是評(píng)價(jià)表面粗糙度規(guī)定一段基準(zhǔn)線的長(zhǎng)度,。在ISO1997標(biāo)準(zhǔn)下一般使用0.08mm,0.25mm,0.8mm,2.5mm,8mm為基準(zhǔn)長(zhǎng)度,。
② 評(píng)價(jià)長(zhǎng)度
由N個(gè)基準(zhǔn)長(zhǎng)度所構(gòu)成。零部件表面各部分的表面粗糙度,,在一個(gè)基準(zhǔn)長(zhǎng)度上無(wú)法真實(shí)地體現(xiàn)出粗糙度真實(shí)參數(shù),,而是需要取N個(gè)取樣長(zhǎng)度來(lái)評(píng)定表面粗糙度。在ISO1997標(biāo)準(zhǔn)下評(píng)定長(zhǎng)度一般為N等于5,。
③ 基準(zhǔn)線
基準(zhǔn)線是評(píng)定粗糙度參數(shù)的輪廓中線,。一般有最小二乘法中線和輪廓算術(shù)平均中線。
【最小二乘法中線】是把測(cè)量過(guò)程中采集的點(diǎn)進(jìn)行最小二乘法計(jì)算,。
【輪廓算術(shù)平均中線】在取樣長(zhǎng)度內(nèi),,使中線上下兩部分輪廓的面積相等。
理論上最小二乘中線是理想的基準(zhǔn)線,,但在實(shí)際應(yīng)用中很難獲得,,因此一般用輪廓的算術(shù)平均中線代替,且測(cè)量時(shí)可用一根位置近似的直線進(jìn)行代替使用,。
表面粗糙度如何獲得,?
表面粗糙度的評(píng)價(jià)在制造業(yè)中越發(fā)被重視。要研究表面粗糙度,,需要使用專用的機(jī)器,,即:
表面粗糙度測(cè)量?jī)x
Formtracer Avant系列
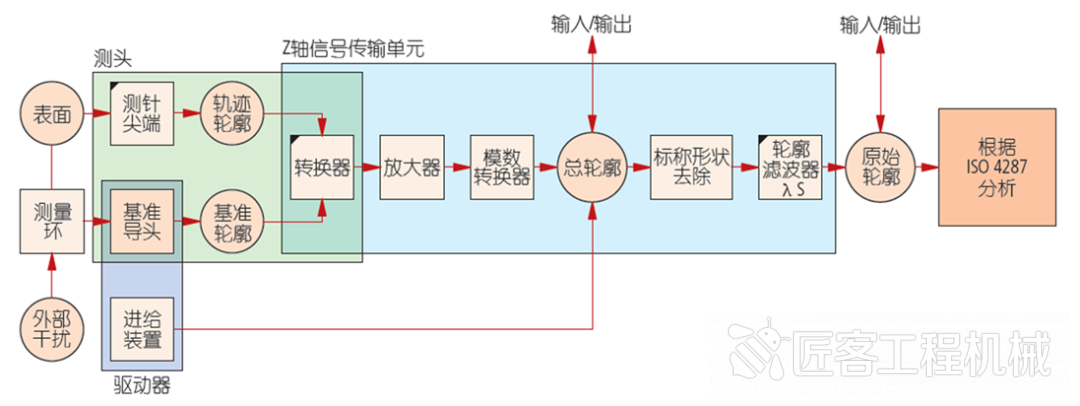
表面粗糙度測(cè)量機(jī)是以安裝高敏感性金剛石測(cè)針劃過(guò)表面,就像是留聲機(jī)的拾音器一樣。再將大規(guī)模波紋以及輪廓的小波長(zhǎng)粗糙度從較長(zhǎng)波長(zhǎng)中分離出來(lái),,即測(cè)量?jī)x做電子過(guò)濾,。
*測(cè)針型粗糙度測(cè)量?jī)x特性的定義可參考ISO 3274:1996。
測(cè)針式表面粗糙度測(cè)量?jī)x的構(gòu)成示意圖:
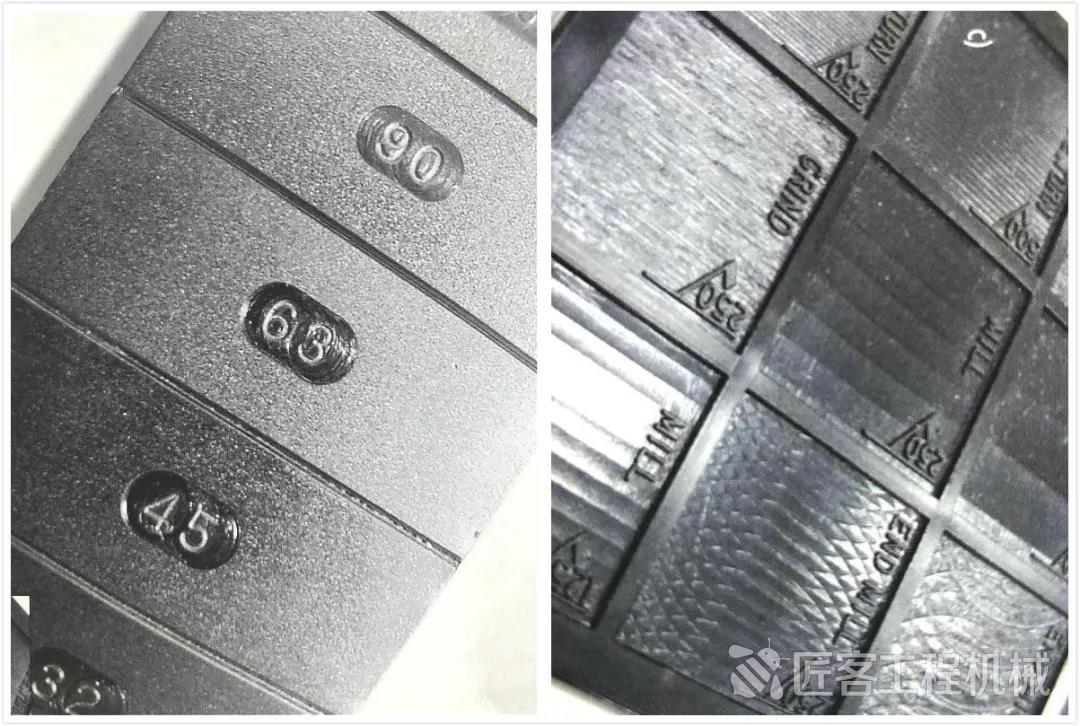
大部分正確的,、完整的表面粗糙度測(cè)量法,,雖然都是使用專用的測(cè)量機(jī),但在有的情況下,,為了快捷且低成本操作也可以使用手持套裝工具測(cè)量,,如下圖:
粗糙度比較片是以鎳為基礎(chǔ),以電鑄方式制成的樣本,,用于金屬加工非常理想,,屬于非常有效的輔助工具。
操作者使用時(shí)只要以指甲在一組中的每一片表面都橫刮而過(guò),,尋找與被比較工件最接近的即可,。有人會(huì)將這些模型組作為查詢表,但是值得注意的是,,這并非材質(zhì)標(biāo)準(zhǔn),。
粗糙度測(cè)量機(jī)可以實(shí)現(xiàn)的功能不同,評(píng)價(jià)的方法不同,,成本也各有高低,。選型之前可以到專業(yè)的生產(chǎn)廠商進(jìn)行咨詢,根據(jù)所需選擇最適合的機(jī)型,。
敬請(qǐng)關(guān)注 《工程機(jī)械與維修》&《今日工程機(jī)械》 官方微信
更多精彩內(nèi)容,,請(qǐng)關(guān)注《工程機(jī)械與維修》與《今日工程機(jī)械》官方微信