挖掘機(jī)鏟斗是執(zhí)行挖掘工作裝置,,一旦出現(xiàn)晃動(dòng),,直接影響挖掘效率,,甚至無法正常使用,,所以鏟斗的使用狀況對(duì)整機(jī)的工作效率甚至整機(jī)壽命有著至關(guān)重要的作用,。
1 鏟斗晃動(dòng)原因
1.1 鏟斗與斗桿鉸接結(jié)構(gòu)
鏟斗晃動(dòng)主要是鏟斗與斗桿的鉸接處出現(xiàn)晃動(dòng),對(duì)挖掘機(jī)使用最為明顯,,鏟斗與斗桿的鉸接處結(jié)構(gòu)如圖1所示,。襯套3與斗桿4之間為過盈配合,銷軸5與襯套3之間為間隙配合,,鏟斗1與斗桿4之間的側(cè)向間隙一般為1~2mm,。螺栓6穿過動(dòng)臂一側(cè)的止動(dòng)套和銷軸5,起到限位作用,,防止銷軸5隨斗桿4轉(zhuǎn)動(dòng),。潤(rùn)滑脂通過斗桿4自身的通道進(jìn)入銷軸5和襯套3之間的間隙,,使該間隙充滿潤(rùn)滑脂,襯套3端部設(shè)有防塵圈,,O形圈阻止外部粉塵等雜質(zhì)進(jìn)入端面間隙,,保證端面清潔。

圖1 鏟斗鉸接機(jī)構(gòu)
1鏟斗耳板 2.O形圈 3.襯套 4.斗桿 5.銷軸 6.螺栓
1.2鏟斗晃動(dòng)原因
鏟斗晃動(dòng)有2方面原因:一是鏟斗耳板與斗桿側(cè)向接觸面磨損,,使鏟斗軸向竄動(dòng),;二是鏟斗耳板軸孔與銷軸配合面磨損,徑向間隙過大,,引發(fā)左,、右晃動(dòng)。
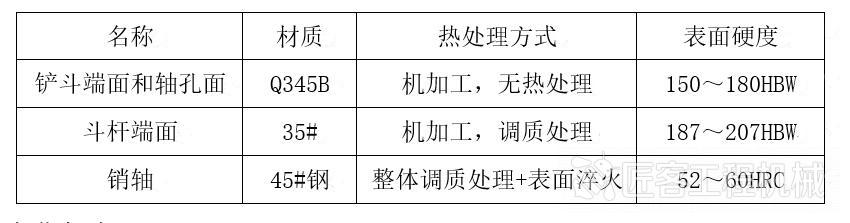
鏟斗耳板與斗桿側(cè)向接觸面之間的磨損,,是由于鏟斗與斗桿的相對(duì)轉(zhuǎn)動(dòng)引起的,。由于二者硬度均不高(見表1),且斗桿表面的硬度略高于鏟斗耳板,。鏟斗挖掘時(shí)二者相對(duì)運(yùn)動(dòng)表面一直處于相互摩擦的狀態(tài),,造成鏟斗耳板表面很容易出現(xiàn)磨損。銷軸和鏟斗軸孔之間沒有潤(rùn)滑油(被防塵圈隔開),,銷軸只要在鏟斗耳板軸孔內(nèi)竄動(dòng)或者晃動(dòng),,都會(huì)產(chǎn)生很大的摩擦力,而銷軸的表面硬度更遠(yuǎn)高于鏟斗耳板軸孔,,鏟斗耳板軸孔極易出現(xiàn)磨損,。
表1 結(jié)構(gòu)件性能對(duì)照表
2 改進(jìn)方法
3.1 噴涂碳化鎢涂層
鏟斗耳板軸孔磨損最直接的原因是硬度低,如果硬度提高,,就會(huì)大大減少磨損,。提高表面硬度的方法主要是熱噴涂,即在產(chǎn)生摩擦的外表面上噴涂高硬度材料,,以提高表面硬度,。熱噴涂技術(shù)主要用于苛刻的工作條件,尤其是磨損和腐蝕性要求極高的工作領(lǐng)域,。
熱噴涂工藝流程如圖2所示,。粉末狀的涂層材料,按軸向送到噴槍內(nèi),,一般用氮?dú)庾鳛檩斔蜌怏w,。在噴槍中燃料與氧氣完全混合,混合物通過噴嘴射出,,在噴槍外部被點(diǎn)燃,。當(dāng)粉末狀的噴涂材料流出噴槍時(shí),燃燒的氣體將其包圍起來,并將其均勻加熱,,然后被射向工件表面,。火焰噴涂中將高動(dòng)能傳遞給粉末粒子狀噴涂材料,,噴涂材料處于熔融狀態(tài),,當(dāng)其撞擊工件表面時(shí)被塑性壓平。
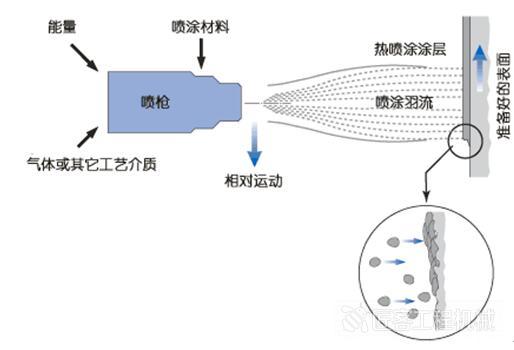
圖2 熱噴涂示意圖
較為常見的涂層材質(zhì)是碳化鎢,,碳化鎢在高速氣流沖擊下直接噴射到工件表層,,涂層材質(zhì)微粒在工件表面沉積形成均勻致密的涂層,一般孔隙率小于1%,,氧化物含量小于1%,,鍵合強(qiáng)度超過80MPa,宏觀硬度在70HR以上,,能夠極大的提高鏟斗耳板側(cè)表面硬度,。相關(guān)研究表面,,碳化鎢涂層還能顯著提高工件表面的耐腐蝕,、耐高溫性能。從效果使用上看,,噴涂碳化鎢涂層是改善鏟斗耳板側(cè)面磨損問題的理想方法之一,。碳化鎢噴涂技術(shù)的主要問題是材料價(jià)格昂貴,只適用于高端市場(chǎng),,普通機(jī)型上使用的話,,成本太高,而且碳化物的噴射在軸孔內(nèi)表面上很難實(shí)現(xiàn),。
3.2 加裝T型套
為了同時(shí)改善端面磨損和軸孔磨損問題,,可以使用加裝T型套的方式。與碳化鎢涂層直接提高鏟斗端面硬度不同,,加裝T型套不能提高鏟斗本身的硬度,,而是通過避免鏟斗參與摩擦的方法來避免鏟斗的磨損,如圖3所示,。

圖3 加裝T型套的鉸接方式
1.鏟斗 2.T型套A 3.O形圈 4.T型套B 5.斗桿 6.銷軸 7.螺栓
T型套A和T型套B分別以過盈配合的方式嵌在鏟斗軸孔內(nèi)和斗桿軸孔內(nèi),,2種T型套均采用40Cr鋼制成,并經(jīng)過整體調(diào)質(zhì)處理和表面淬火,,得到較高的整體強(qiáng)度和表面硬度(達(dá)52~60HRC),。加裝T型套后,鏟斗耳板端面不再與斗桿端面直接摩擦,,而是由硬度遠(yuǎn)大于二者且硬度相同的T型套相互摩擦,,磨損速度可大大降低,鏟斗耳板軸孔也不再和銷軸直接磨損,而是由T型套A和銷軸磨損,。
加裝T型套的改善方式相對(duì)碳化鎢涂層,,價(jià)格低廉,制造簡(jiǎn)單,,但也存在缺陷,,即磨損后很難進(jìn)行更換,這是因?yàn)門型套與鏟斗和斗桿都是過盈配合,,拆卸極為困難,,強(qiáng)行拆卸會(huì)破壞軸孔的內(nèi)表面,影響使用性能,??紤]到后續(xù)問題,可以考慮增加潤(rùn)滑的方法來減少磨損,。
3.3 加裝潤(rùn)滑襯套
為了減少鏟斗耳板軸孔和銷軸之間的磨損,,可以采用加裝襯套、加強(qiáng)潤(rùn)滑和保持密封的方法,,如圖4所示,。
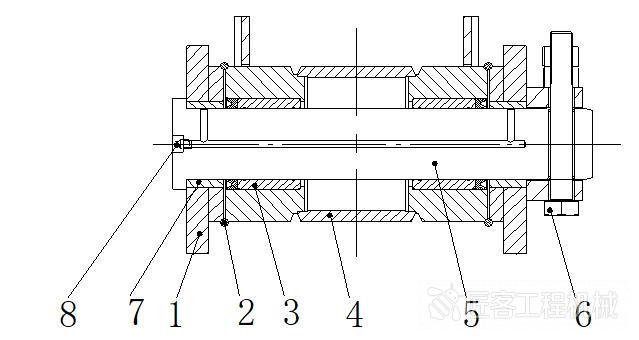
圖4增加潤(rùn)滑襯套的鉸接方式
1.鏟斗耳板 2.O形圈 3.襯套 4斗桿 5.銷軸 6.螺栓 7.襯套 8.黃油嘴
在鏟斗耳板軸孔內(nèi)面加裝襯套7,在原有的結(jié)構(gòu)中增加黃油嘴8,,同時(shí)在銷軸5內(nèi)加工潤(rùn)滑通道,,在襯套7內(nèi)表面加工油槽,潤(rùn)滑油進(jìn)入油槽,,并充滿銷軸5和襯套7之間的間隙,,銷軸5和襯套7之間形成油膜,減少磨損,。油槽內(nèi)潤(rùn)滑油溢滿后繼續(xù)加油,,多余的油脂部分進(jìn)入鏟斗耳板1和斗桿4端面之間的間隙,在O形圈2的密封作用下,,形成封閉的小型油池,,有效減少鏟斗耳板的側(cè)面磨損。
考慮到O形圈耐候性較差,,在惡劣的工作環(huán)境中很容易斷裂,,而O形圈由于自身的環(huán)形結(jié)構(gòu),更換時(shí)需要將鏟斗拆除,,極為麻煩,,故采取一種新型的O形圈密封結(jié)構(gòu),如圖5 所示,。O形圈1主體的兩端注塑出通孔,,使用時(shí)安裝在鏟斗端面外徑面上,,螺柱2穿過通孔,將O形圈1連接成環(huán)形,,并用螺母3進(jìn)行固定,。

圖5 新型的O形圈密封結(jié)構(gòu)
1.O形圈 2.螺栓 3.螺母
4 比較
采用以上3種方法均可減小由于過度磨損造成的鏟斗晃動(dòng)。3種方法中,,碳化鎢噴涂的方式效果最為理想,,對(duì)結(jié)構(gòu)的改動(dòng)也最小,但是價(jià)格昂貴,;加裝T型套的方式不破壞鏟斗表面,,但存在拆卸不便的問題;加裝潤(rùn)滑襯套和新型密封結(jié)構(gòu)相結(jié)合的方法能夠簡(jiǎn)單有效地減緩磨損問題,。3種改善方式均適用于任何鉸接機(jī)構(gòu),,對(duì)其他運(yùn)動(dòng)機(jī)構(gòu)的設(shè)計(jì)和改進(jìn)具有一定的參考價(jià)值和指導(dǎo)意義。
 工程機(jī)械與維修
工程機(jī)械與維修 今日工程機(jī)械
今日工程機(jī)械
修機(jī) | 避免挖掘機(jī)鏟斗晃動(dòng)的改進(jìn)方法
匠客工程機(jī)械 評(píng)論(0)
來源:匠客工程機(jī)械
挖掘機(jī)鏟斗是執(zhí)行挖掘工作裝置,,一旦出現(xiàn)晃動(dòng),,直接影響挖掘效率,,甚至無法正常使用,,所以鏟斗的使用狀況對(duì)整機(jī)的工作效率甚至整機(jī)壽命有著至關(guān)重要的作用,。
1 鏟斗晃動(dòng)原因
1.1 鏟斗與斗桿鉸接結(jié)構(gòu)
鏟斗晃動(dòng)主要是鏟斗與斗桿的鉸接處出現(xiàn)晃動(dòng),對(duì)挖掘機(jī)使用最為明顯,,鏟斗與斗桿的鉸接處結(jié)構(gòu)如圖1所示,。襯套3與斗桿4之間為過盈配合,銷軸5與襯套3之間為間隙配合,,鏟斗1與斗桿4之間的側(cè)向間隙一般為1~2mm,。螺栓6穿過動(dòng)臂一側(cè)的止動(dòng)套和銷軸5,起到限位作用,,防止銷軸5隨斗桿4轉(zhuǎn)動(dòng),。潤(rùn)滑脂通過斗桿4自身的通道進(jìn)入銷軸5和襯套3之間的間隙,,使該間隙充滿潤(rùn)滑脂,襯套3端部設(shè)有防塵圈,,O形圈阻止外部粉塵等雜質(zhì)進(jìn)入端面間隙,,保證端面清潔。
圖1 鏟斗鉸接機(jī)構(gòu)
1鏟斗耳板 2.O形圈 3.襯套 4.斗桿 5.銷軸 6.螺栓
1.2鏟斗晃動(dòng)原因
鏟斗晃動(dòng)有2方面原因:一是鏟斗耳板與斗桿側(cè)向接觸面磨損,,使鏟斗軸向竄動(dòng),;二是鏟斗耳板軸孔與銷軸配合面磨損,徑向間隙過大,,引發(fā)左,、右晃動(dòng)。
鏟斗耳板與斗桿側(cè)向接觸面之間的磨損,,是由于鏟斗與斗桿的相對(duì)轉(zhuǎn)動(dòng)引起的,。由于二者硬度均不高(見表1),且斗桿表面的硬度略高于鏟斗耳板,。鏟斗挖掘時(shí)二者相對(duì)運(yùn)動(dòng)表面一直處于相互摩擦的狀態(tài),,造成鏟斗耳板表面很容易出現(xiàn)磨損。銷軸和鏟斗軸孔之間沒有潤(rùn)滑油(被防塵圈隔開),,銷軸只要在鏟斗耳板軸孔內(nèi)竄動(dòng)或者晃動(dòng),,都會(huì)產(chǎn)生很大的摩擦力,而銷軸的表面硬度更遠(yuǎn)高于鏟斗耳板軸孔,,鏟斗耳板軸孔極易出現(xiàn)磨損,。
表1 結(jié)構(gòu)件性能對(duì)照表
2 改進(jìn)方法
3.1 噴涂碳化鎢涂層
鏟斗耳板軸孔磨損最直接的原因是硬度低,如果硬度提高,,就會(huì)大大減少磨損,。提高表面硬度的方法主要是熱噴涂,即在產(chǎn)生摩擦的外表面上噴涂高硬度材料,,以提高表面硬度,。熱噴涂技術(shù)主要用于苛刻的工作條件,尤其是磨損和腐蝕性要求極高的工作領(lǐng)域,。
熱噴涂工藝流程如圖2所示,。粉末狀的涂層材料,按軸向送到噴槍內(nèi),,一般用氮?dú)庾鳛檩斔蜌怏w,。在噴槍中燃料與氧氣完全混合,混合物通過噴嘴射出,,在噴槍外部被點(diǎn)燃,。當(dāng)粉末狀的噴涂材料流出噴槍時(shí),燃燒的氣體將其包圍起來,并將其均勻加熱,,然后被射向工件表面,。火焰噴涂中將高動(dòng)能傳遞給粉末粒子狀噴涂材料,,噴涂材料處于熔融狀態(tài),,當(dāng)其撞擊工件表面時(shí)被塑性壓平。
圖2 熱噴涂示意圖
較為常見的涂層材質(zhì)是碳化鎢,,碳化鎢在高速氣流沖擊下直接噴射到工件表層,,涂層材質(zhì)微粒在工件表面沉積形成均勻致密的涂層,一般孔隙率小于1%,,氧化物含量小于1%,,鍵合強(qiáng)度超過80MPa,宏觀硬度在70HR以上,,能夠極大的提高鏟斗耳板側(cè)表面硬度,。相關(guān)研究表面,,碳化鎢涂層還能顯著提高工件表面的耐腐蝕,、耐高溫性能。從效果使用上看,,噴涂碳化鎢涂層是改善鏟斗耳板側(cè)面磨損問題的理想方法之一,。碳化鎢噴涂技術(shù)的主要問題是材料價(jià)格昂貴,只適用于高端市場(chǎng),,普通機(jī)型上使用的話,,成本太高,而且碳化物的噴射在軸孔內(nèi)表面上很難實(shí)現(xiàn),。
3.2 加裝T型套
為了同時(shí)改善端面磨損和軸孔磨損問題,,可以使用加裝T型套的方式。與碳化鎢涂層直接提高鏟斗端面硬度不同,,加裝T型套不能提高鏟斗本身的硬度,,而是通過避免鏟斗參與摩擦的方法來避免鏟斗的磨損,如圖3所示,。
圖3 加裝T型套的鉸接方式
1.鏟斗 2.T型套A 3.O形圈 4.T型套B 5.斗桿 6.銷軸 7.螺栓
T型套A和T型套B分別以過盈配合的方式嵌在鏟斗軸孔內(nèi)和斗桿軸孔內(nèi),,2種T型套均采用40Cr鋼制成,并經(jīng)過整體調(diào)質(zhì)處理和表面淬火,,得到較高的整體強(qiáng)度和表面硬度(達(dá)52~60HRC),。加裝T型套后,鏟斗耳板端面不再與斗桿端面直接摩擦,,而是由硬度遠(yuǎn)大于二者且硬度相同的T型套相互摩擦,,磨損速度可大大降低,鏟斗耳板軸孔也不再和銷軸直接磨損,而是由T型套A和銷軸磨損,。
加裝T型套的改善方式相對(duì)碳化鎢涂層,,價(jià)格低廉,制造簡(jiǎn)單,,但也存在缺陷,,即磨損后很難進(jìn)行更換,這是因?yàn)門型套與鏟斗和斗桿都是過盈配合,,拆卸極為困難,,強(qiáng)行拆卸會(huì)破壞軸孔的內(nèi)表面,影響使用性能,??紤]到后續(xù)問題,可以考慮增加潤(rùn)滑的方法來減少磨損,。
3.3 加裝潤(rùn)滑襯套
為了減少鏟斗耳板軸孔和銷軸之間的磨損,,可以采用加裝襯套、加強(qiáng)潤(rùn)滑和保持密封的方法,,如圖4所示,。
圖4增加潤(rùn)滑襯套的鉸接方式
1.鏟斗耳板 2.O形圈 3.襯套 4斗桿 5.銷軸 6.螺栓 7.襯套 8.黃油嘴
在鏟斗耳板軸孔內(nèi)面加裝襯套7,在原有的結(jié)構(gòu)中增加黃油嘴8,,同時(shí)在銷軸5內(nèi)加工潤(rùn)滑通道,,在襯套7內(nèi)表面加工油槽,潤(rùn)滑油進(jìn)入油槽,,并充滿銷軸5和襯套7之間的間隙,,銷軸5和襯套7之間形成油膜,減少磨損,。油槽內(nèi)潤(rùn)滑油溢滿后繼續(xù)加油,,多余的油脂部分進(jìn)入鏟斗耳板1和斗桿4端面之間的間隙,在O形圈2的密封作用下,,形成封閉的小型油池,,有效減少鏟斗耳板的側(cè)面磨損。
考慮到O形圈耐候性較差,,在惡劣的工作環(huán)境中很容易斷裂,,而O形圈由于自身的環(huán)形結(jié)構(gòu),更換時(shí)需要將鏟斗拆除,,極為麻煩,,故采取一種新型的O形圈密封結(jié)構(gòu),如圖5 所示,。O形圈1主體的兩端注塑出通孔,,使用時(shí)安裝在鏟斗端面外徑面上,,螺柱2穿過通孔,將O形圈1連接成環(huán)形,,并用螺母3進(jìn)行固定,。
圖5 新型的O形圈密封結(jié)構(gòu)
1.O形圈 2.螺栓 3.螺母
4 比較
采用以上3種方法均可減小由于過度磨損造成的鏟斗晃動(dòng)。3種方法中,,碳化鎢噴涂的方式效果最為理想,,對(duì)結(jié)構(gòu)的改動(dòng)也最小,但是價(jià)格昂貴,;加裝T型套的方式不破壞鏟斗表面,,但存在拆卸不便的問題;加裝潤(rùn)滑襯套和新型密封結(jié)構(gòu)相結(jié)合的方法能夠簡(jiǎn)單有效地減緩磨損問題,。3種改善方式均適用于任何鉸接機(jī)構(gòu),,對(duì)其他運(yùn)動(dòng)機(jī)構(gòu)的設(shè)計(jì)和改進(jìn)具有一定的參考價(jià)值和指導(dǎo)意義。
敬請(qǐng)關(guān)注 《工程機(jī)械與維修》&《今日工程機(jī)械》 官方微信
更多精彩內(nèi)容,,請(qǐng)關(guān)注《工程機(jī)械與維修》與《今日工程機(jī)械》官方微信